|
|||||||
| Register | Options | Profile | Last 1 | 3 | 7 Days | Search | Today's Posts | Mark Forums Read |
 |
|
|
Thread Tools |
|
#1
 Sun 21 August 2011, 15:09
Sun 21 August 2011, 15:09
|
|||
|
|||
|
Odd overshoot in Y axis when changing direction
I have noticed that if I move the car back and forth rapidly it continues to overshoot when stopped. I have tuned the motors and even retuned the Y axis but the movement persists. The overshoots persist even when the Y axis speeds are reduced. I am able to see the car and gantry shuddering in the Y axis when this happens. I can also cause the movement by hitting the end of the gantry inline with the Y axis. It seems to have some "flex" along the Y axis and I think the inertia of the car reversing direction is exciting that shudder.
My build is a bolt together type that utilizes 8" I beams in place of the C channels. Since noticing this problem I had a look at some parts that I have cut and believe that I can see signs of this movement in the cuts. Here is a photo that shows a overshoot when going straight after making a half circle cut. 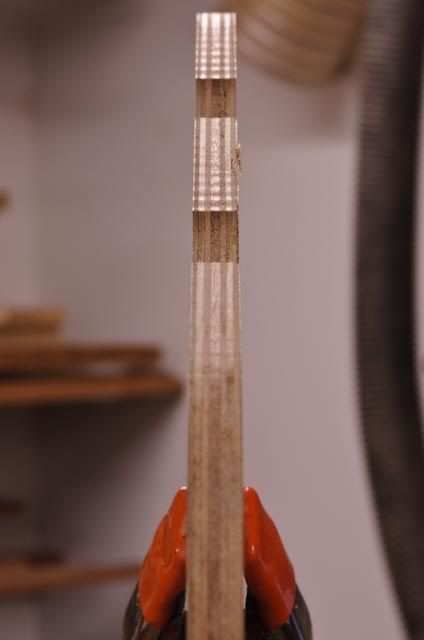 The entire table does not seem to have any movement in the Y axis when this happens. Is it possible that the I beam web is flexing and allowing this? Thanks in advance for your assistance. 
|
|
#2
Sun 21 August 2011, 18:21
|
|||
|
|||
|
Okay, so there is a visible slop along the gantry? You can push and pull the gantry across (not with) the X rails, and get a wiggle? Maybe only in some sections of the table?
Seems like the likely places to look are: loose V-wheel or mount on the gantry; loose points on the X rail allowing the flex. Imperfect alignment causing the V-wheel to "ride up" in certain sections of the table. Weak springs on the X (yes, X) axis.
|
|
#3
Sun 21 August 2011, 18:56
|
|||
|
|||
|
Check hold down bearing on Y car. Motor spring on Y - car.
ALSO, you may want to check the z - slide eccentrics. This looks a little like what I was seeing in the spider to vee bearing busings before everything got nice and tight.
|
|
#4
Sun 21 August 2011, 19:26
|
|||
|
|||
|
Brad, no slop or wiggle anywhere along the Y axis in either Y direction or x direction. I will be sure to check you suggested items tomorrow after work.
Sean, I will be sure to check the items you suggested also. Thanks.
|
|
#5
Sun 21 August 2011, 20:30
|
|||
|
|||
|
Oh, I like Sean's eccentric diagnosis. A lot. Two votes for that one.
|
|
#6
Sun 21 August 2011, 21:15
|
|||
|
|||
|
I cannot figure out the photo.
|
|
#7
Sun 21 August 2011, 21:33
|
|||
|
|||
|
I now realize that I should captured some of the profile of the plywood part. I will try to describe:
the direction of travel is from foreground to background and represents travel in the x axis. The two dark areas are half circles cut into the part. The undulation appears where the bit changes from traveling in the Y direction to traveling in the X direction. I can get better photos tomorrow after work if needed.
|
|
#8
Sun 21 August 2011, 22:37
|
|||
|
|||
|
how much is the overshoot? It might be a G64 issue.
|
|
#9
Sun 21 August 2011, 23:19
|
|||
|
|||
|
Is that a decaying judder? After the half-circle, does the system rattle/judder/shake back and forth at fairly high speed for a while and then decay/die out to smoothness before the next half-circle? If that is the case, then in addition for looking for slack/looseness in the mechanics of the system, consider if your accel and speed settings are appropriate.
|
|
#10
Mon 22 August 2011, 18:01
|
|||
|
|||
|
Brad/Sean: I checked the v-wheels and carefully checked for slop in the gantry, car and Z-slide. Checked pinion for tightness on the y axis motor and the x axis motors.
Ken: The overshoot is a measured .008 to .013 inch. I measured this by measuring the depth of the worst overshoot to the peaks of the overshoot. Pardon my ignorance but what is a G64 issue?
|
|
#11
Tue 23 August 2011, 04:31
|
|||
|
|||
|
.008"=0.2mm .013"=.33mm
G64 is the trajectory control command in EMC2. It is similar to CV control in Mach3. Another mechanical part to check is your router bracket. This looks very familiar, I just recalled I used to get results like yours during my pre-vacuum hold down time. the sheet move in Z direction then flex as they wish after that. Cause all sort of quality havoc.
|
|
#12
Tue 23 August 2011, 05:31
|
|||
|
|||
|
Borrowing from an earlier suggestion from Gerald in another thread: Chuck up a piece of rod or a dowel in your router. Try to wiggle it back and forth in the Y-axis, and see if you can find the slight slop, wherever it is (bearing runout, bracket, Z-slide, spider, bad weld in Y-Car, Y car wheels, Y holddown, Y rack, Y pinion, Y motor gears, gantry wheels, ...).
Another diagnostic - run whatever cut is causing the problem with a 90 degree change in orientation, and see if the effect occurs on the X.
|
|
#13
Tue 23 August 2011, 18:09
|
|||
|
|||
|
Ken, thanks for the explanation of G64. I'm not sure how to proceed to find out if it is my problem. I don't think the sheet is moving as it was screwed down in the four corners with metal screws.
|
|
#14
Tue 23 August 2011, 18:22
|
|||
|
|||
|
Brad, I tried using a 1/2 " piece of drill rod chucked in the router collet with the system powered on and did not find any "slop". I am able to cause about .010" of deflection with heavy pressure. This deflection is the same for all x and y directions. Overall the mechanics seem to be good.
|
|
#15
Tue 23 August 2011, 18:30
|
|||
|
|||
|
Gerald it does seem like a judder and it does decay after about 3 maybe 4 "oscillations". The first oscillation coming out of the half circle is the largest then the next 3 decay in size until it, the cut, is smooth. I verified the null trim pots on the geco 203vs and have tried several settings on the accel and speed. I have to admit that I am not fully sure of each settings effect or interaction. While working on the settings I did realize that the jutter (porpoise?) does not happen on every move of the y axis. If I do a long move (over 2 to 3 inches) it comes to a smooth stop. If I do a short (1/2 to 3 inches) the judder occurs. Is that of any help?
|
|
#16
Tue 23 August 2011, 18:47
|
|||
|
|||
|
Jim, sounds like you've proven out the mechanical piece pretty well. Tell us your accel and speed settings, please.
As a reference point, I run X and Y at 15 in/sec (900IPM) max velocity, and 30 in/sec/sec accel. Z at 5 in/sec max, also 30 in/sec/sec accel. I've been cutting 3/4" plywood lately at 300IPM, two full depth passes, one in each direction. Two flute upcut carbide end mill. No chatter. 2.2kw Chinese spindle.
|
|
#17
Tue 23 August 2011, 19:05
|
|||
|
|||
|
I may have a clue to my problem. After checking everything it seems the problem is most like the description Gerald is describing. I re-read the Mach3 manual section that talks about motor tuning and realized that when tuning I had to close Mach3 and reopen it for the settings to take effect. I was not doing this until I reviewed the manual just now. After some quick accel setting changes I was able to get rid of the judder by reducing my accel setting for the y axis. Tomorrow evening I will have time to zero in on the best setting. Thanks for all the suggestions and help.
|
|
#18
Tue 23 August 2011, 19:11
|
|||
|
|||
|
Brad I previously had my x and y axis set the same at 1230 IPM and accel set to 50. After quick accel changing I no have y set at 1230 IPM and accel set at 38. Tomorrow I will reduce the y accel some more to see if I can find a better setting but I need to get some other work done so I am calling it a night. I'd be interested to hear any advise you might offer. Thanks.
|
|
#19
Tue 23 August 2011, 19:29
|
|||
|
|||
|
I think you're on the path, Jim. And as usual, Gerald got his finger on the issue. We all have to tune our accel settings for the combination of our computer, mechanicals, electricals, bits, and materials, so just run test cuts until it's solid. I run the settings above because it means I don't have to think about it much anymore; it works well with the machine I have.
|
|
#20
Wed 24 August 2011, 03:10
|
|||
|
|||
|
That decaying oscillation is classical of a control system that responds too fast for system/structure around it. See first two graphs here: http://www.controlstation.com/page/1...sing-plot-data
|
|
#21
Wed 24 August 2011, 03:17
|
|||
|
|||
|
If you want fun with algebra:
http://en.wikipedia.org/wiki/Step_response
|
|
#22
Wed 24 August 2011, 18:05
|
|||
|
|||
|
Brad,
I am not sure I understand why you feel the setting in the Motor Tuning have an effect on your cutting. It is my understanding that these settings are the upper limit for Velocity and Acceleration does have an effect on how fast the machine will ramp up. Would you please go into some more details? Thanks
|
|
#23
Wed 24 August 2011, 18:45
|
|||
|
|||
|
Nils, I can't give you any formal theory, although Gerald's links have it. I just observed on my machine that if I push the accel too much beyond the 30 in/sec/sec, the cut quality and repeatability go down. I didn't actually associate the specific symptom with the accel though -> that was Gerald's insight. How fast do you run your accel ramp? You've cut some pretty impressive stuff!
|
|
#24
Wed 24 August 2011, 19:30
|
|||
|
|||
|
Gerald thanks for the links. I read enough to know I am in no danger of becoming an engineer.

|
|
#25
Wed 24 August 2011, 21:11
|
|||
|
|||
|
Quote:
- Velocity setting is the upper limit and will not have an effect on cut quality - Acceleration setting is not an upper limit. It is used for all cuts, irrespective of speed.
|
|
#26
Thu 25 August 2011, 01:57
|
|||
|
|||
|
Gerald, Brad,
I find this topic very interesting and I continue to look for ways to fine tune my machine. X, Y: Velocity : 450 and Acceleration : 40 Z : Velocity : 150 and Acceleration : 40 My Velocity is set high so I can move the machine quickly when I am manually moving the machine around though when I resurface my spoil board, I do move at 450 IPM. Most of the time I don't go over 130 when I cut. Most of the Acrylic I cut, I use 130 for the straight cuts and 130 - 100 for large circles. I don't believe the machine will accelerate faster than what is set in Motor Tuning. Is this a wrong assumption and why? I think I will give 30 for acceleration a try and see if I can see a difference in the way things are cut. Thanks for the input.
|
|
#27
Thu 25 August 2011, 05:36
|
|||
|
|||
|
Nils, I think you are correct that the machine will not accel faster than the Motor Tuning settings. I only use the 900 IPM for rapid moves, not cutting, but I do like it. I also surface spoil board at 400-500IPM.
I suspect we may have touched on an area where the G540 I'm running might have an impact - the 3.5amp limit may be why I found stability at a lower accel than you.
|
|
#28
Thu 25 August 2011, 08:00
|
|||
|
|||
|
Nils and Brad.
WHat is the Kernel speed setting for your MACH or EMC settings?
|
|
#29
Thu 25 August 2011, 09:22
|
|||
|
|||
|
Quote:
In theory if you have your accel set for 40 inches/sec/sec and you want to reach a cutting speed of 120 inches/sec it will take the machine 3 secs to reach that speed from standstill. (I know there is confusion between secs and minutes, but let's stick to one unit to understand the theory). If you want a speed change of 100 down to 60, it should take 1 second, etc. Accel is the rate at which the machine changes speed. The machine needs to know this rate all the time and it applies this rate (accel setting) during all moves. . . . . it is not a limit that is rarely reached.
|
|
#30
Thu 25 August 2011, 11:46
|
|||
|
|||
|
EMC2 15us (15000 ns). Non-integrated video (PCI card).
Last edited by domino11; Fri 26 August 2011 at 07:26..
|
|
| Register | Options | Profile | Last 1 | 3 | 7 Days | Search | Today's Posts | Mark Forums Read |
| Thread Tools | |
|
|
 Similar Threads
Similar Threads
|
||||
| Thread | Thread Starter | Forum | Replies | Last Post |
| A point in the right direction | shern_0711 | Introduce yourself and start planning | 14 | Thu 30 June 2011 19:28 |
| Question about stepper drives and motor direction | DTGuitars | 701. Motor Drives | 13 | Mon 18 October 2010 09:38 |
| Shudder along X Axis - unresolved | sailfl | Troubleshooting | 30 | Sun 28 December 2008 14:32 |
| One motor goes wrong way - How to reverse its direction | grandpi | Troubleshooting | 2 | Sun 17 February 2008 22:03 |
| Changing Shopbot board to G -code | TBrown | 70. Control Systems | 15 | Sun 06 January 2008 19:18 |





